

MEHR SEHEN, BESSER ENTSCHEIDEN
Seite 1/1 8 Minuten
Herr Dr. Cruse, warum erlebt die visuelle Qualitätserkennung durch Künstliche Intelligenz in der Lebensmittelindustrie gegenwärtig so eine rasante Entwicklung?
Dr. Carsten Cruse: Ein wesentlicher Unterschied zu klassischen Bildverarbeitungssystemen liegt darin, dass Merkmale nicht mehr explizit vom Menschen definiert werden müssen. Stattdessen werden der KI Trainingsbeispiele bereitgestellt, aus denen sie relevante Merkmalsstrukturen eigenständig ableitet. Das reduziert den Aufwand für die Systemauslegung erheblich und eröffnet neue Möglichkeiten in der Automatisierung. Gleichzeitig verschiebt sich der kritische Punkt: Entscheidend ist die Qualität und Zusammensetzung der Trainingsdaten. Die Generalisierung erfolgt nicht zwingend entlang für den Menschen nachvollziehbarer Kriterien – was in der Praxis meistens viel besser als in der klassischen Bildverarbeitung funktioniert, aber auch zu unerwarteten Ergebnissen führen kann.
In der typischen KI trifft der Anwender häufig auf eine Black Box: Das Ergebnis ist sichtbar, der Weg dorthin bleibt im Dunkeln – welche Herausforderungen ergeben sich daraus in der Praxis?
Vor diesem Hintergrund gewinnen Ansätze wie Explainable AI, kurz XAI, an Bedeutung. Statt die KI vollständig autonom entscheiden zu lassen, geht es darum, Entscheidungsprozesse nachvollziehbar zu machen und den Menschen wieder stärker einzubinden. Gemeint sind Verfahren, die sichtbar machen, auf welcher Grundlage ein KI-System zu seiner Entscheidung kommt – etwa welche Bildbereiche für die Bewertung ausschlaggebend und welche Regeln für die Entscheidung wichtig waren. Gerade in der Lebensmittelindustrie, wo beispielsweise KI-Systeme zur Fremdkörpererkennung häufig direkt in die laufende Produktion integriert sind, ist diese Nachvollziehbarkeit entscheidend.
Wie lassen sich solche Ansätze in der Lebensmittelproduktion umsetzen?
Unsere Ingenieure und Entwickler legen KI-basierte Bildverarbeitung gezielt für industrielle Anwendungen aus und kombinieren sie mit Mechanismen zur Analyse und Bewertung von Entscheidungen. So lassen sich Prüfergebnisse nicht nur automatisieren, sondern auch konkret nachvollziehen und im Prozesskontext bewerten. Fehlklassifikationen können gezielt analysiert und Systeme im laufenden Betrieb kontinuierlich optimiert werden. Die Einblicke in die Bewertungsprozesse erleichtern zudem die Einhaltung von Standards wie IFS oder BRCGS. Damit wird KI nicht nur leistungsfähig, sondern auch beherrschbar im industriellen Alltag.
Wo stoßen klassische Verfahren bei der Fremdkörpererkennung an ihre Grenzen – und welche Rolle kann KI hier übernehmen?
Klassische Verfahren stoßen dann an ihre Grenzen, wenn physikalische Kontraste zwischen Produkt und Fremdkörper gering sind oder stark variieren. Das betrifft vor allem nicht-metallische Fremdkörper sowie komplexe Produkte und Verpackungssituationen. In solchen Fällen lassen sich Unterschiede oft nicht mehr eindeutig über einzelne physikalische Eigenschaften erfassen. Hier kann KI ihre Stärken ausspielen, indem sie auch subtile Muster und Abweichungen in Bilddaten erkennt, die sich mit regelbasierten Verfahren nur schwer beschreiben lassen.
„KI-Entscheidungen müssen nicht nur korrekt, sondern auch nachvollziehbar sein.“
Wo liegen heute die größten Herausforderungen bei der zuverlässigen Erkennung von Fremdkörpern in Lebensmitteln?
Fremdkörper in Lebensmitteln stellen nicht nur ein Qualitätsproblem dar, sondern vor allem ein erhebliches Risiko für die Verbrauchersicherheit. Schon kleinste Verunreinigungen durch Metall, Glas oder Kunststoff können zu Verletzungen führen und haben im Ernstfall weitreichende Konsequenzen für Hersteller – von Produktrückrufen bis hin zu Reputationsschäden.
Entsprechend hoch sind die Anforderungen an die Detektionssysteme ...
Ja, sie müssen zuverlässig arbeiten, sich in bestehende Produktionslinien integrieren lassen und auch unter variierenden Prozessbedingungen stabile Ergebnisse liefern. Mit steigender Produktvielfalt und komplexeren Verpackungen wächst zudem die Herausforderung, Fremdkörper eindeutig zu identifizieren.
Welche technologischen Unterschiede gibt es zwischen der Erkennung von metallischen und nicht-metallischen Fremdkörpern?
Metalle weisen zwei zentrale Eigenschaften auf, die ihre Detektion vergleichsweise einfach machen: Zum einen besitzen sie eine deutlich höhere Dichte als die meisten Lebensmittel, zum anderen beeinflussen sie elektromagnetische Felder. Beide Effekte werden bei Röntgensystemen oder der Metalldetektion genutzt. Für nicht-metallische Fremdkörper wie Kunststoffe, Glas oder organische Materialien greifen diese Mechanismen hingegen nur eingeschränkt oder gar nicht. Entscheidend ist hier, dass häufig keine eindeutigen Signalunterschiede vorliegen, die eine klare Trennung ermöglichen.
Vor welchen Hürden stehen Lebensmittelhersteller, wenn sie die "optimale" Lösung für ihre Zwecke auswählen wollen?
Die zentrale Herausforderung liegt in der Auswahl des passenden Verfahrens. Je nach Produkt, Verpackung, Prozessumgebung und Art der potenziellen Fremdkörper müssen unterschiedliche Technologien bewertet und häufig auch kombiniert werden. Eine universelle Lösung gibt es nicht – entscheidend ist stets der konkrete Anwendungsfall.
Welche Rolle spielt die hyperspektrale Bildverarbeitung dabei? Viele Experten sehen hier eine Game-Changing-Technologie ...
Die hyperspektrale Bildverarbeitung hat in der Tat das Potenzial, Qualitätssicherungsprozesse grundlegend zu verändern. Einer ihrer Vorteile liegt in der Inline-Fähigkeit: Spektrale Messverfahren ermöglichen es, Produkte direkt im laufenden Prozess chemisch zu analysieren. Abweichungen können so in Echtzeit erkannt und Prozesse unmittelbar angepasst werden. Ein weiterer Vorteil ist die zerstörungsfreie Prüfung: Produkte können umfassend bewertet werden, ohne sie zu beschädigen. Hinzu kommt, dass Spektralverfahren über die reine visuelle Bewertung hinausgehen. Sie liefern materialspezifische Informationen, die sich aus der Wechselwirkung von Licht und Stoff ableiten lassen und für klassische Kamerasysteme nicht zugänglich sind. Mehr sehen, besser entscheiden – genau das wird damit in der Praxis möglich.
Worauf basiert diese zusätzliche Informationsgewinnung?
Die hyperspektralen Verfahren erweitern die Inspektion über den sichtbaren Bereich hinaus und nutzen zusätzliche Wellenlängen, typischerweise vom sichtbaren Licht bis in das nahe Infrarot (NIR), einschließlich des kurzwelligen Infrarotbereichs (SWIR). In diesen Bereichen zeigen Materialien charakteristische Absorptions- und Reflexionseigenschaften, die Rückschlüsse auf ihre chemische Zusammensetzung ermöglichen. So lassen sich Unterschiede in Feuchtegehalt und spezifische Materialien wie Kunststoffe sichtbar machen, aber auch Fett- und Zuckergehalte bestimmen.
„Entscheidend ist nicht allein der Algorithmus, sondern die Qualität der Trainingsdaten.“
Das eröffnet zusätzliche Detektionsmöglichkeiten ...
Der Vorteil gegenüber Metall- und Röntgendetektion liegt darin, dass nicht nur physikalische Effekte wie Dichte oder elektromagnetische Eigenschaften genutzt werden, sondern spektrale Materialinformationen. In der Praxis zeigt sich jedoch, dass ihr größter Mehrwert in der Kombination mit bestehenden Technologien liegt – insbesondere dort, wo klassische Verfahren an ihre Grenzen stoßen.
Viele Anwendungsversuche scheitern daran, dass die Systeme vorhandener Anlagen oft nicht in der Lage sind, hyperspektrale Kameras sinnvoll zu integrieren. Wie gehen Sie mit dieser Herausforderung um?
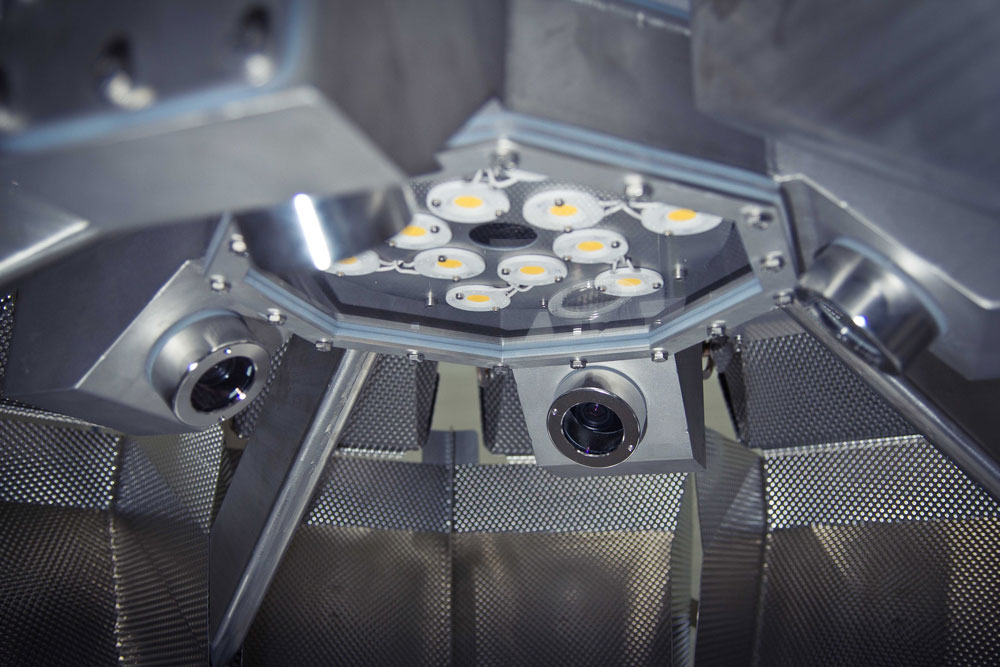
Die Herausforderung liegt in der Regel nicht in der Kamera, sondern vor allem in der Beleuchtung und in der Integration in den Gesamtprozess. Fördertechnik, Beleuchtung, Produktausbreitung, Taktzeiten und Ausschleusung müssen präzise aufeinander abgestimmt sein. Wir gehen deshalb systemisch vor: Zunächst analysieren wir die reale Produktsituation in der Linie und identifizieren, an welcher Stelle eine optische Erfassung technisch sinnvoll ist. Darauf aufbauend passen wir Beleuchtung, Mechanik, Auswertealgorithmen und Schnittstellen gezielt an die jeweilige Anlage an. Entscheidend ist dabei nicht die maximale Messgenauigkeit unter idealen Bedingungen, sondern eine robuste Lösung im industriellen Betrieb. Insbesondere für die Beleuchtung haben wir neue Wege gefunden, die spektralen Kameras eine bessere Erkennung ermöglichen.
Welche Rolle spielen KI- und Machine- Learning-Verfahren sowie moderne Transfer-Learning-Modelle bei der Klassifizierung von Fremdkörpern?
KI- und Machine-Learning-Verfahren übernehmen im Kern die Klassifizierung – also die Unterscheidung zwischen Produkt, prozessbedingten Abweichungen und tatsächlichen Fremdkörpern. Transfer Learning hilft dabei, vorhandene Modelle schneller auf neue Produkte oder Anwendungen zu übertragen. Das reduziert den Aufwand für Datenerfassung und Training spürbar.
Reicht die KI allein aus? Oder entscheidet am Ende das Prozessverständnis?
Expertenwissen bleibt entscheidend, vor allem bei der Auswahl geeigneter Trainingsdaten und bei der Frage, ob ein Modell unter realen Bedingungen wirklich robust arbeitet. Ohne ein Verständnis für Produkt und Prozess besteht die Gefahr, dass das System auf Nebeneffekte reagiert – und nicht auf das, worauf es eigentlich ankommt. Wir sehen KI deshalb nicht als Ersatz für Expertenwissen, sondern als Werkzeug. Entscheidend ist, wie gut sie in den konkreten Prozess eingebunden wird.
„Spektrale Verfahren liefern Informationen, die für klassische Kameras unsichtbar bleiben.“
In welchen Lebensmittelkategorien treten Fremdkörper besonders häufig auf?
Die Häufigkeit von Fremdkörpern hängt stark von der jeweiligen Produktkette ab. Rohwaren, die einen langen Weg vom Feld bis in die Verarbeitung hinter sich haben, weisen in der Regel ein höheres Risiko auf als Produkte, die innerhalb geschlossener Prozesse im eigenen Unternehmen hergestellt werden. Gleichzeitig zeigt die Praxis, dass Fremdkörper grundsätzlich in allen Produktkategorien auftreten können.
Gibt es unterschiedliche Anforderungen in den Branchen, die an Ihre Systeme gestellt werden?
Während es bei losen oder rieselfähigen Produkten, wie Tiefkühlgemüse oder Salatmischungen, vor allem auf eine gute Vereinzelung und gleichmäßige Verteilung ankommt, stehen bei kompakten oder strukturierten Produkten wie Convenience- und Fleischerzeugnissen eher die Durchdringung und die sichere Erkennung im Produktinneren im Fokus. Entsprechend müssen Systeme immer an die jeweilige Anwendung angepasst werden.
Wie gehen die CLK-Systeme speziell mit der Herausforderung "Kunststoff als Fremdkörper" um?
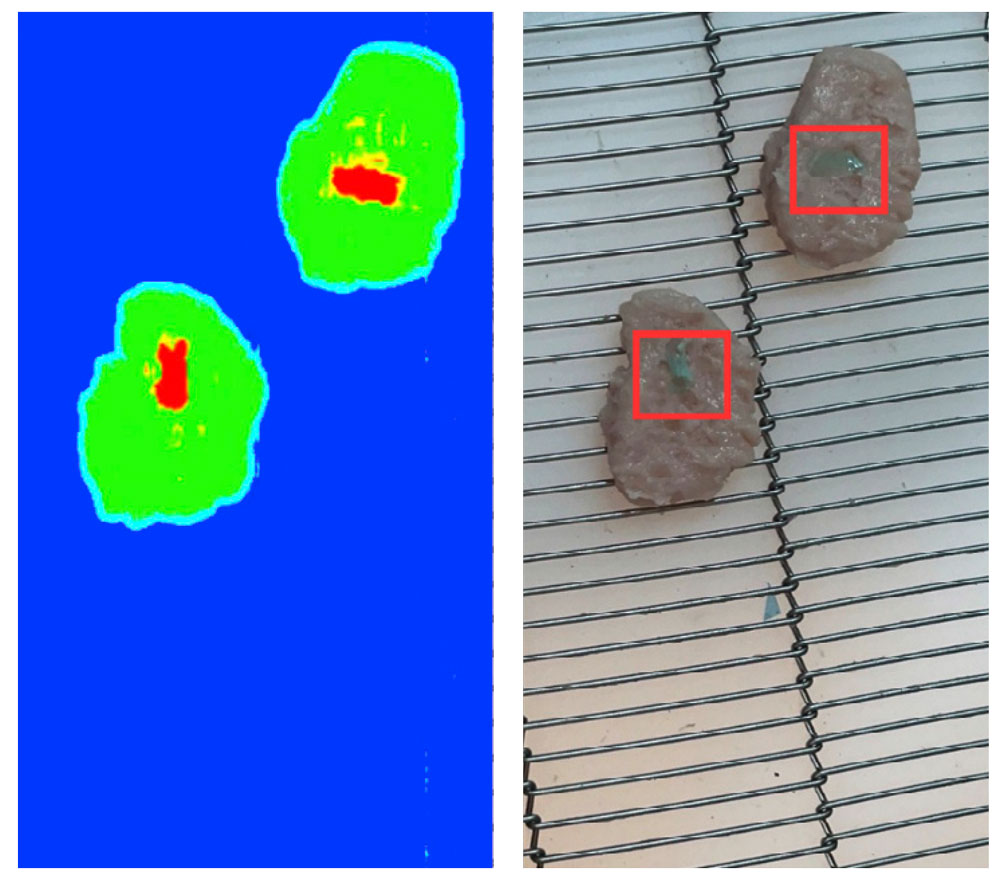
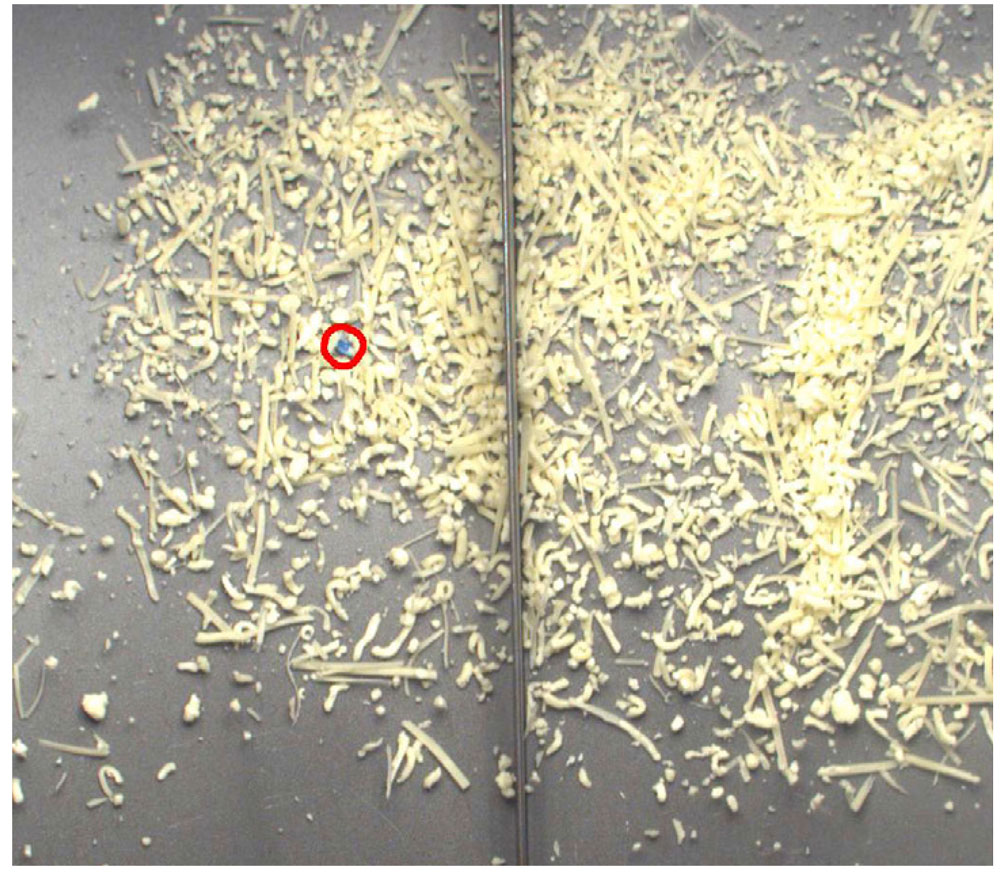
Entscheidend ist, wie die Produkte im Prozess räumlich verteilt und vereinzelt werden, um eine sichere Detektion zu ermöglichen. Wir verfolgen dafür zwei unterschiedliche Ansätze: Zum einen die Detektion von Kunststofffolien im Produktstrom. Hier setzen wir mit unserem System MultiCheck an, das speziell für die Integration in Mehrkopfwaagen entwickelt wurde. Dabei spielt es keine Rolle, ob Süßwaren, Cerealien, Gemüse, Tiefkühlkost oder frische Produkte wie Käse oder Fleisch verarbeitet werden. Zum anderen geht es um die Erkennung von Kunststoffbestandteilen im Inneren von Produkten, beispielsweise in einem Chicken Nugget. Hier kommt der DeepHyperCheck zum Einsatz, den wir auf der diesjährigen interpack gemeinsam mit dem SurfaceCheck als Neuheit vorstellen.
Warum haben Sie sich für die Integration in die Mehrkopfwaage entschieden?
Für Fremdkörper, die sich neben dem Produkt befinden, bietet dies einen klaren Vorteil. Dort wird das Produkt in kleine Portionen aufgeteilt, die sich gezielt und zuverlässig prüfen lassen. Gleichzeitig befindet sich die Mehrkopfwaage unmittelbar vor der Verpackung und damit an einer prozesstechnisch optimalen Stelle für die Inspektion. So gelangen auch auf Linien mit hohen Stückzahlen deutlich weniger Fremdkörper in die Lieferkette.
Welche Vorteile ergeben sich daraus im laufenden Betrieb, sowohl in der Qualitätssicherung als auch in den nachgelagerten Prozessen?
Für unsere Kunden bedeutet das vor allem eine deutliche Reduzierung von Reklamationen und Rückrufen. In nahezu allen Systemen, die wir installiert haben, konnten entsprechende Verunreinigungen nachgewiesen und zuverlässig entfernt werden. Einige berichten von einem Rückgang von über 80 Prozent bei kundenbezogenen Beanstandungen. Damit verbunden sind auch spürbare Effekte auf den Produktionsprozess und die internen Abläufe – insbesondere bei der Bearbeitung und Nachverfolgung von Qualitätsfällen. Gründe, warum sich beispielsweise Apetito und Frosta für den Einsatz entschieden haben.
Aus welchen Modulen setzt sich der DeepHyperCheck zusammen und an welchen Stellen in der Produktion soll er seinen Einsatz finden?
Der DeepHyperCheck besteht im Kern aus einer hyperspektralen Kamera, einer speziell abgestimmten Beleuchtung sowie der zugehörigen Auswerte- und Recheneinheit. Diese Komponenten sind so ausgelegt, dass sie im Verbund eine zuverlässige Detektion im Produktionsprozess ermöglichen. Eingesetzt wird das System vor allem an Stellen, an denen das Produkt noch vergleichsweise dünn ist – etwa direkt nach der Formgebung oder in späteren Prozessschritten nach dem Schneiden in Scheiben. In diesen Phasen sind die Voraussetzungen für eine optische Durchdringung und damit für eine sichere Detektion besonders günstig.
Welche Dichtebereiche von Kunststoffpartikeln lassen sich mit dem System zuverlässig erkennen?
Entscheidend für die Detektionsleistung ist weniger die Dichte der Kunststoffpartikel als vielmehr die optische Durchlässigkeit des jeweiligen Produkts. Der DeepHyperCheck arbeitet mit einer leistungsstarken Beleuchtung, die keine zusätzliche Wärme in das Produkt einträgt. Dadurch können wir aktuell Fleischprodukte mit einer Dicke von bis zu zwölf Millimetern – und in Zukunft noch mehr – zuverlässig durchleuchten.
„KI erkennt Muster, die sich mit klassischen Regeln nicht mehr abbilden lassen.“
Wie beeinflussen die Matrix des Lebensmittels und die Dichte die Erkennungsleistung?
Die tatsächliche Erkennungsleistung hängt stark von der jeweiligen Produktmatrix ab. Unterschiedliche Produkte, wie vegane Alternativen oder stark strukturierte Lebensmittel, weisen unterschiedliche optische Eigenschaften auf. Deshalb prüfen wir solche Anwendungen in der Regel produktspezifisch. Kunden stellen uns dafür typische Produkte und mögliche Fremdkörper zur Verfügung, sodass wir die Detektionsfähigkeit unter realen Bedingungen bewerten können.
Ebenfalls neu ist der bereits von Ihnen angesprochene SurfaceCheck. Wie arbeitet das System und welches sind seine typischen Einsatzszenarien?
Neben Fremdkörpern können auch Auffälligkeiten auf der Produktoberfläche auftreten. Genau hier setzt der SurfaceCheck an. Gemeinsam mit dem Kunden definieren wir zunächst, welche Veränderungen als Qualitätsmängel erkannt werden sollen. Darauf aufbauend wird das System gezielt auf diese Anforderungen abgestimmt. Im laufenden Produktionsprozess können entsprechende Abweichungen dann zuverlässig auf der Produktoberfläche erkannt und – je nach Anwendung – auch automatisch ausgeschleust werden.
Lassen sich auch Kratzer, Dellen oder Farbfehler erkennen?
Optische Qualitätsmängel sind eine zentrale Anwendung des Systems. Dazu zählen Farbabweichungen, Oberflächenfehler oder strukturelle Unregelmäßigkeiten. Darüber hinaus lassen sich auch zusätzliche Informationen zur Form oder Ausprägung von Unebenheiten erfassen. In bestimmten Anwendungen können ergänzend hyperspektrale Verfahren eingesetzt werden, um auch chemische Eigenschaften der Oberfläche zu analysieren – beispielsweise den Fettgehalt oder andere qualitätsrelevante Parameter.
Mit welchen Erwartungen gehen Sie auf die interpack? Welche Highlights werden auf dem Stand zu sehen sein?
Wir werden auf der interpack mit einem eigenen Stand und an mehreren Partnerständen präsent sein – insbesondere im Bereich Mehrkopfwaagen. Dort zeigt sich sehr deutlich, dass der MultiCheck eine sinnvolle Ergänzung bestehender Systeme darstellt. Neben der Fremdkörperdetektion ermöglicht er zusätzliche Einblicke in den laufenden Prozess. So lässt sich beispielsweise dear Zustand der Anlage kontinuierlich überwachen, sowohl im Hinblick auf Hygiene als auch Prozessstabilität. Damit entstehen zusätzliche Ansatzpunkte für die Optimierung im Betrieb.
Interview: Mareike Bähnisch, freie Fachjournalistin für Prozesstechnik
Diesen Artikel finden Sie in LT 5/2026 auf den Seiten 54 bis 57.
Ihr Weg zum Abo: Klicken Sie hier!